3D-tulostus on yksi valmistusmenetelmistä
Nykyään törmää monesti käsitykseen, että 3D-tulostamalla voidaan mikä tahansa osa saada ilmestymään kuin taikaiskulla. Toisaalta usein kuulee myös karvaasti pettyneitä kommentteja, miten tulosteet eivät aina täytä laadultaan asetettuja haaveita. Näistä jälkimmäistä kommenttia saattaa kuulla myös hitsattujen tai valettujen osien yhteydessä. Yhteistä näistä useimmille tapauksille on, ettei näitä valmistettuja osia suunniteltaessa ole valmistettavuus ollut suunnittelulähtökohdista ensimmäinen.
Valmistusmenetelmän nimessä esiintyvä sana ”tulostus” lienee markkinointimiesten aikaan saama. Insinöörit tuskin olisivat itse osanneet luoda näin hienoa psykologista mielleyhtymää johonkin yhtä helppoon kuin sähköpostin tulostamiseen henkilökohtaisesta printteristä. Toisaalta meiltä on jäänyt huomaamatta, että vielä 15 vuotta sitten mustesuihkutulostimilla printtailu oli sotkuista puuhaa ja laitteet vaativat alituista putsaamista. 3D-tulosteiden kanssa ollaan vielä vastaavalla tasolla.
Ihan helppoa tulostaminen ei varmastikaan ole, koska sitä tutkitaan useassa yrityksessä ja yliopistossa. Eikä ihme. Printtauksessa materiaali (muovi tai metalli) sulatetaan paikallisesti. Sulattamiseen tarvitaan suhteellisen paljon lämpöä, joka puolestaan tarkoittaa merkittäviä lämpölaajenemisia. Tämä laajeneminen ja myöhempi jäähtymisen tuottama kutistuminen saa aikaan muodonmuutoksia, venymiä ja jäännösjännityksiä. Lopputuloksena tulostettu osa on enemmän tai vähemmän mutkalla eivätkä sen mitat välttämättä vastaa haluttuja.
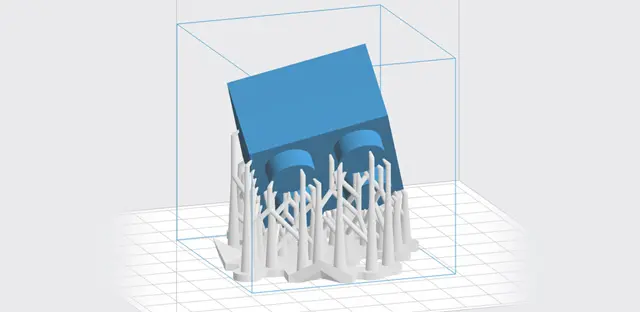
3D-tulostukseen tarvitaan monesti niin kutsuttua tukimateriaalia. Osan pinnanlaatu jää merkittävästi huonommaksi niissä kohdissa, joissa tukimateriaali on osaa tukenut. Tätä ongelmaa voidaan toki pienentää jälkikäsittelyllä. Tukimateriaali voi myös vaikuttaa valmistetun osan lujuusopillisiin ominaisuuksiin vaikka se poistettaisiinkin siististi, koska materiaali on jäähtynyt eritavalla kuin muualla ja pinnan rakenne on saattanut jäädä poikkeavaksi.
Tulostamista valmistusmenetelmänä käytetään nykyään prototyyppien valmistamiseen ja piensarjatuotantoon. Joillakin erikoisaloilla, kuten lentokoneen moottorit, suurempiakin eriä voidaan tuottaa taloudellisesti järkevästi. Etenkin silloin, kun tarkoitus on ottaa tulostaminen tuotantokäyttöön, tulee tämä valmistusmenetelmä rinnastaa muihin menetelmiin. Tällöin tarvitaan tuotantoon asiantuntijoita:
- Käyttämään ja huoltamaan koneita
- Kertomaan, mitä käytössä olevilla laitteilla pystyy tekemään ja millä rajoitteilla
- Hyödyntämään valmistusmenetelmän edut tuotesuunnittelussa
Tulostamiseen tulisi suhtautua valmistusmenetelmänä kuten hitsaamiseen tai valamiseen – vaikka tehtäisiinkin vain protoja. Protojen kohdalla tämä tarkoittaa, että prototyyppiosa suunnitellaan uudestaan valmistusmenetelmän ehdoilla kuitenkaan muuttamatta toiminnalle oleellisia asioita. Tällöin valmstetulta osalta voidaan olettaa merkittävästi parempaa ulkonäköä, valmistuksen epäonnistumisen todennäköisyys pienenee ja valmistusaikakin saattaa lyhentyä merkittävästi. Varmasti on olemassa kohteita, joissa ei voida uudelleen suunnittelua tehdä, mutta poikkeus vain vahvistaa säännön.
Uskon vahvasti, että tulevaisuudessa suurten yritysten valmistusosastolla valamisen asiantuntijan tai hitsausinsinöörin vieressä tulee istumaan tulostamisen asiantuntija, jonka tehtäväkenttä vastaa edellä mainittuja asiantuntijoita. On lähes mahdoton uskoa, että laajamittaiseen valmistukseen voitaisiin päästää osia, joiden valmistusmenetelmä on tulostaminen ja niiden rikkoutuminen aiheuttaa minkäänlaista vaaraa ihmiselle, ilman välillistä valmistuksen valvontaa. Perinteisesti hitsatuissa rakenteissa on luotettu siihen, että pintojen välissä oleva tilavuus on täynnä terästä ja valujenkin kohdalla tämä toteutuu hyvin. Tulosteissa pintojen välillä olevasta tilavuudesta ei ole mitään varmuutta. On olemassa äärettömän monta tapaa täyttää tilavuus pintojen välissä – toiset parempia kuin toiset ja osa mahdollisesti vaarallisia.
Teksti: Ville Westerlund
Blogin kuvitus: Graphic showing support structures for a lego block [CC BY-SA 4.0 (https://creativecommons.org/licenses/by-sa/4.0/)